






Auto Cylinder End Cover Seam Welding System
1.MAG air-cooled welding torch is fixed while workpiece is rotating, welding position is horizontal. 2.Adopt welded machine body, welding torch and pneumatic tail-stock can be adjusted longitudinally, it can be locked after adjustment.
Description
Auto Cylinder End Cover Seam Welding System
I. Technical Parameter
|
Rotary axis rotation speed |
0.2-10R/MIN stepless adjustment |
|
Welding current |
50-500A, 100% duty cycle |
|
Welding Torch Adjustment |
lifting distance: 100mm |
|
left-right distance: 100mm |
|
|
tilting angle: 25°~ 60° |
|
|
Air compressor |
0.4~0.6MPA |
|
Working voltage |
380V 3phases 50hz for welding power 220V single phase 50hz for main machine |
|
Welding torch oscillating scope adjustment |
0~40mm |
|
Welding torch oscillating frequency range |
0-30 times/min |
|
Welding Torch standing time on both sides |
0-10 seconds |
|
Welding torch standing time in the middle |
0-10 seconds |
|
Welding torch pneumatic feeding value |
200mm |
|
Tail stock welding torch pneumatic feeding value |
150mm |
II. Main Feature
1. The entire machine operation is governed by the PLC. The workpiece rotation speed is regulated by an inverter with stepless adjustment, enhancing system reliability.
2. The welding power source features excellent arc ignition, arc stabilization, and arc extinguishing performance, ensuring consistent and uniform weld seams.
3. Welding current and voltage are controlled via D/A conversion. Parameters can be preset and recalled per layer, enabling continuous multi-layer welding without arc extinction.
4. The equipment offers a sleek appearance and high build quality, with fusion depth and width meeting the required specifications.
5. The machine demonstrates strong operational performance and a low failure rate.
6. A welding oscillating mechanism is adopted to facilitate wide and multi-layer seam welding for hydraulic cylinders.
III.Equipment Composition
1.The rotary axis box is powered by an AC frequency motor, with speed reduced through a worm and gear reducer. Rotation speed is adjusted and controlled by an inverter, enabling the rotary axis to turn. The complete system consists of an AC motor, a reduction unit, a workpiece holding fixture, and a conductive sleeve.


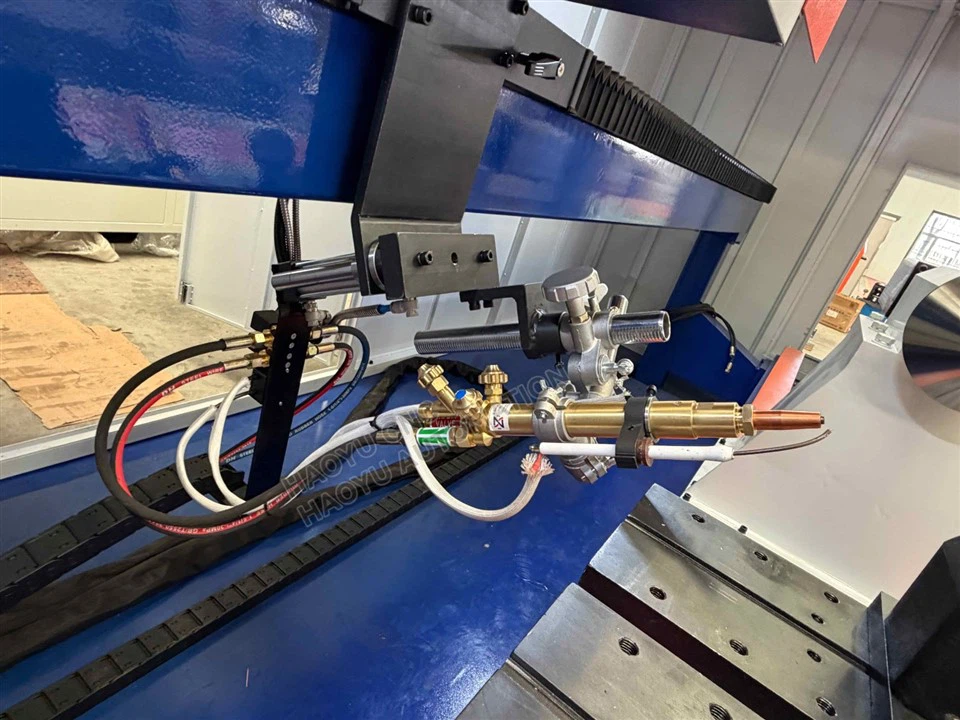
2.The welding torch is moved forward and backward by a pneumatic cylinder, enabling switching between the preparation position and the welding position. The oscillation mechanism consists of a stepper motor, ball screw, linear guide rail, and other components. It features a closed-loop (enclosed) design that protects the process from dust and welding spatter. The CNC system allows control over the torch oscillation frequency, oscillation width, oscillation timing, lifting distance, and number of lifting cycles.


3.The pneumatic tailstock is adjustable to accommodate different welding needs. The workpiece is clamped pneumatically using a thimble and rotates together with it. The extending section is fitted with a protective cover against dust and welding spatter.

4.This support is guided by guide rails and incorporates a manual ball screw adjustment mechanism for vertical positioning, which can be locked in place. The universal ball contacts the workpiece, allowing for adjustments in both axial and circumferential directions to accommodate the workpiece. This design offers convenient operation.

5.For the special machine for welding the circumferential seam of a single-gun hydraulic cylinder, the heating torch is mainly used to preheat the workpiece (such as the cylinder body or weld area) before welding to eliminate moisture and slow down the cooling rate, thereby effectively preventing the generation of welding cracks and porosity.


6.Renderings

IV.Vedio for your reference
5-aixs Seam Welding Machine
Hot Tags: auto cylinder end cover seam welding system, China, manufacturers, suppliers, factory
Send Inquiry
You Might Also Like





