Automatic Hydraulic Cylinder Narrow Gap Welding Machine manufacturers

Automatic Hydraulic Cylinder Narrow Gap Welding Machine suppliers

Automatic Hydraulic Cylinder Narrow Gap Welding Machine factory

Automatic Hydraulic Cylinder Narrow Gap Welding Machine best

Automatic Hydraulic Cylinder Narrow Gap Welding Machine high quality
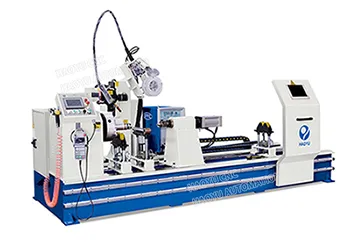
Automatic Hydraulic Cylinder Narrow Gap Welding Machine
Mainly used for welding narrow gaps in hydraulic cylinder barrels,with uniform weld formation ,and high efficiency and automation in the production process.
Description
Automatic hydraulic cylinder narrow gap welding machine

I.Main features
- Welding torch is fixed while workpiece rotating.Welding position is horizontal.The bed is of welded structure and undergoes overall heating and tempering treatment.
- Welding torch and pneumatic tailstock can be adjusted longitudinally and lockedafter adjustment.
- Workpiece is positioned by chuck, pneumatically top clamped, rotatessynchronously Dual loading and unloading rack is underneath.Workpiece rotates by AC servo speed regulation, stepless adjusted, improvingreliability.
II.Technical parameter
|
Rotation speed |
0-2 r/min, stepless speed regulation |
|
Welding current |
60-500 A, 60% duty cycle |
|
Welding voltage |
16-40V |
|
Torch lifting stroke |
100mm |
|
Torch left-right stroke |
100mm |
|
Torch angle adjust |
25°-60° |
|
Compressed air |
0.4-0.6 MPa |
|
Torch oscillating stroke |
0-40mm |
|
Torch oscillating frequency |
0-30 times/ min |
|
Torch residence time on both sides |
0-10 S |
|
Torch residence time in middle |
0-10 S |
|
Torch pneumatic feeding |
200mm |
|
Tail stock pneumatic feeding |
150mm |
|
Applicable workpiece diameter |
80-300mm |
|
Applicable workpiece length |
300-2000mm |
PS:Parameters can be changed, and we will develop a suitable welding plan based on customer requirements.
III.Detailed images
1.The pneumatic tailstock uses a pneumatic system to provide stable and adjustable clamping force, ensuring that the cylinder barrel or other long cylindrical workpiece remains precisely aligned and fixed during welding, reducing deformation and offset, thereby ensuring high-precision and high-quality formation in narrow gap welding. High-quality, efficient and defect-free welding ; The support's core function is to accurately and stably support and position the cylinder barrel to be welded, ensuring that it maintains the correct relative position with the welding gun, thereby ensuring the stability of the welding process and the quality of the weld formation.

2.The wire-swinging mechanism, controlled by a servo motor, allows the welding torch to swing laterally along a preset trajectory, effectively widening the weld, improving heat input distribution, and promoting full fusion between the base metal and filler metal. This mechanism not only improves weld formation quality and reduces defects such as undercut and incomplete penetration, but also adapts to the welding requirements of complex bevels, significantly enhancing the stability and adaptability of the welding process.

3.The heating torch used with the welding machine is primarily used for preheating the workpiece before welding. By preheating the area to be welded in a uniform and controllable manner, moisture and humidity that may be adsorbed on the surface of the steel or inside the bevel can be effectively removed, thus preventing porosity caused by the instantaneous evaporation of water vapor during the welding process.


4.Core:Typically uses a PLC (Programmable Logic Controller) as the control center.
Human-Machine Interface (HMI): Equipped with a touchscreen for setting welding parameters (current, voltage, welding speed), positioner speed, welding start/end positions, etc.
Functions: Automates the entire welding process, including workpiece clamping, rotation, welding torch start/stop, and welding parameter switching.

5.Push-type wire feeder works stably. Machine is with high welding voltage and slow wire feeding performance, which guarantees reliable arc igniting. Machine is also with low welding voltage and low welding current for filling crater.

IV.Vedio for your reference
Automatic hydraulic cylinder narrow gap welding machine
Hot Tags: automatic hydraulic cylinder narrow gap welding machine, China, manufacturers, suppliers, factory
Send Inquiry
You Might Also Like