Track Roller Automatic Welding Machine For Excavator manufacturers

Track Roller Automatic Welding Machine For Excavator suppliers

Track Roller Automatic Welding Machine For Excavator factory

Track Roller Automatic Welding Machine For Excavator best

Track Roller Automatic Welding Machine For Excavator high quality
Track Roller Automatic Welding Machine For Excavator
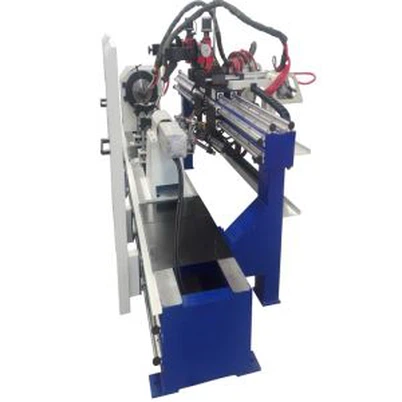
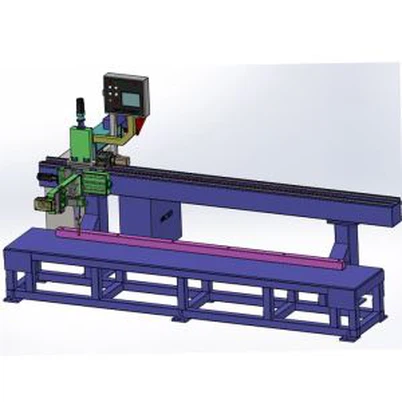
A track roller welding machine is an automated welding device specifically designed for welding track rollers on the chassis of construction machinery (such as excavators and bulldozers). It typically adopts a horizontal structure, fixing the track roller axle and wheel body to the head and tailstock chucks respectively, and performing circumferential welding by rotating the workpiece and fixing the welding torch.
Description
Track roller automatic welding machine for excavator

I.Main structure and composition
1.Machine Body and Frame: A robust bed and frame provide stability to the entire machine, resisting stress and deformation during welding.
2.Rotation Mechanism:This is one of the core components. It typically uses a dual-drive configuration with a headstock and tailstock; one end is the driving end (usually connected to the spindle drive system), and the other end is the driven clamping end.
Function:Used to precisely clamp the support roller workpiece and rotate it at a uniform speed during welding, thus achieving flat welding of the circumferential weld between the support roller axle and the wheel body. This is crucial for ensuring weld quality and uniform penetration.
3.Welding System:
Welding Torch:Typically a gas metal arc welding (MIG/MAG) torch.
Wire Feeding Mechanism:Stablely feeds the welding wire from the wire spool to the welding torch.
Welding Power Supply:Provides stable and precisely adjustable welding current and voltage.
Shielding Gas System: Provides a mixture of carbon dioxide or argon to protect the weld pool.
4.Automatic Control System:
Core:Typically uses a PLC (Programmable Logic Controller) as the control center.
Human-Machine Interface (HMI): Equipped with a touchscreen for setting welding parameters (current, voltage, welding speed), positioner speed, welding start/end positions, etc.
Functions: Automates the entire welding process, including workpiece clamping, rotation, welding torch start/stop, and welding parameter switching.
5.Hydraulic clamping system: Used to automatically clamp and release workpieces, ensuring that the workpieces do not move during welding, while also facilitating loading and unloading.
II.Main features
1. Fix the welding torch and rotate the workpiece to keep the welding position horizontal.
2. Simultaneously fix and rotate the workpiece to prevent weld misalignment.
3. This machine features high-voltage, slow-speed wire feeding to ensure arc stability; simultaneously, it uses low-voltage, low-current arc termination to ensure the arc hole is fully filled.
4. Pneumatic loading and unloading are used. The welding process is automated, reducing worker workload.
5. To ensure stable wire feeding, this machine uses a pull-wire feeding system.
7. Positioning is achieved through the hole center and secured using a hydraulic cylinder.
8. To improve machine stability, the workpiece rotation speed is controlled by a frequency converter, not horizontal adjustment; the machine controller is a PLC.
9. Welding types and specifications can be set, saved, and selected as working parameters. Parameters and welding status settings can be easily changed via the touchscreen.
10. To achieve welding requirements, the welding torch can move up and down, left and right, and can be positioned at different angles.
III.Technical parameter
|
Spindle Speed |
1-8r.p.m, stepless speed |
|
Motor power |
0.75KW |
|
Compressed air |
0.4-0.6MPa |
|
Welding wire diameter |
0.8-1.6mm |
|
Elevating travel |
100mm |
|
X-axis travelling |
100mm |
|
Angle |
25°~ 60° |
|
Welding current |
50-500A,60% of it for loading. |
|
Welding voltage |
15-36V, stepless speed |
|
Capacity |
1 piece/2 minutes |
IV.Detailed images





V. Vedio for your reference
Track roller automatic welding machine for excavator
Hot Tags: track roller automatic welding machine for excavator, China, manufacturers, suppliers, factory
Send Inquiry
You Might Also Like